
为什么电镀厂都在测电导率?看懂这个指标优化工艺省大钱
在电镀生产线中,漂洗水的用量可占整个车间用水量的70%以上。许多企业只关注重金属离子是否达标,却忽视了一个关键指标——电导率。某电镀园曾因漂洗水电导率长期超标,导致总排放口水质波动频繁,最终被处以120万元环保罚款。电导率就像电镀废水的"心电图",实时反映水中溶解性离子的总量,是控制漂洗效率、优化逆流漂洗工艺、预防环保风险的核心参数。

电导率本质上反映的是水体传导电流的能力。电镀漂洗水中残留的酸、碱、金属盐(如氯化镍、硫酸铜、氰化物等)会电离成自由移动的离子,离子浓度越高,电导率值越大。根据GB 21900-2008《电镀污染物排放标准》,总排放口的电导率虽未单独设限,但离子总量直接影响COD、重金属、总氮等指标的稳定性。
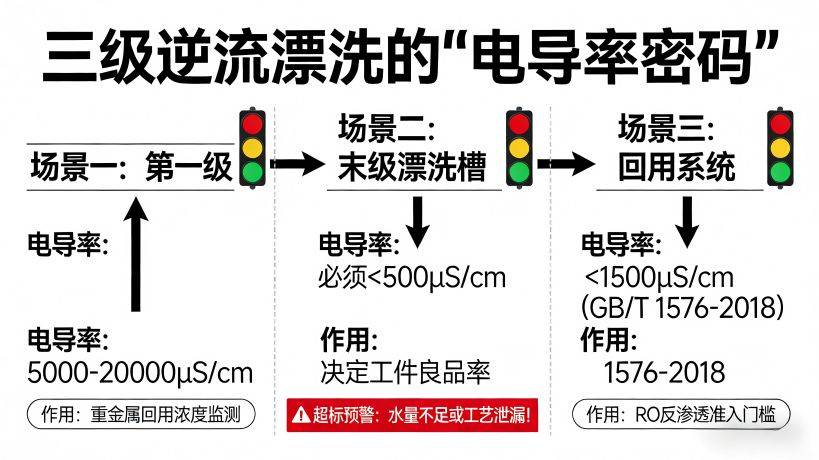
1. 工艺控制的"风向标"在三级逆流漂洗工艺中,第一级漂洗槽电导率通常高达5000-20000μS/cm,代表重金属回用浓度;末级漂洗槽电导率应控制在500μS/cm以下,直接影响工件良品率。若末槽电导率突然升高,说明漂洗水量不足或前端工艺出现泄漏,需立即排查。
2. 重金属污染的"放大镜"电镀漂洗水中,电导率与总溶解固体(TDS)呈1:0.55-0.7的线性关系。当检测到电导率异常升高时,往往预示着镍离子(Ni²⁺)、铜离子(Cu²⁺)等重金属浓度同步超标。研究表明,电导率每升高1000μS/cm,重金属离子总量约增加200-500mg/L,这为在线预警提供了理论依据。
3. 回用系统的"守门员"根据GB/T 1576-2018《工业锅炉水质》标准,回用水电导率需低于1500μS/cm才能进入RO反渗透系统。实时监测漂洗水电导率,可精确计算离子交换树脂的再生周期,避免树脂提前失效或过度再生,每年可节约运营成本15-20万元。
依据GB/T 6908-2018《锅炉用水和冷却水分析方法 电导率的测定》,电镀漂洗水检测需注意三点:①温度补偿至25℃标准值;②选择0-20000μS/cm大量程电极;③避开悬浮物干扰,必要时过滤后检测。
仪器选型智慧传统电导率仪功能单一,难以应对电镀车间多参数检测需求。某汽车零部件电镀企业引入ERUN-ST7实验室台式多参数水质测定仪后,实现了"一机多能":
①电导率精准测定:电极法测量范围覆盖0.00μs/cm-199.9ms/cm,精度达±1.0%,完美适配强酸性、高盐度漂洗水;
②重金属联动分析:同步检测铜、镍、六价铬、铁离子等80多种参数,建立电导率-重金属浓度关联模型,实现快速预警;
③数据智能管理:10万条存储记录可追溯每批工件的漂洗水质,触摸屏操作简便,一线工人10分钟即可上手。
该设备创新性地将电极法与比色法结合,既能测电导率、pH等基础指标,又能精准分析重金属含量,避免了购买多台仪器的重复投入。其专利光学系统抗干扰能力强,即使面对含油、含表面活性剂的复杂漂洗水也能稳定工作。

电镀漂洗水电导率检测不仅是达标排放的技术要求,更是精益生产的成本管控利器。从工艺优化到风险预警,从回用管理到环保合规,电导率贯穿电镀水处理的全生命周期。选择ERUN-ST7这类多参数检测仪器,用数据驱动决策,才能真正实现经济效益与环保责任的双赢。