
如何挑选电阻焊设备?这4个维度帮你避开坑
维度 1:先评估材料的焊接性能,精细匹配设备能力
点焊机、凸焊机、缝焊机、还是机器人焊钳等设备的效果,首先取决于设备能否适配你要焊接的材料特性 —— 这是挑选的基础门槛。挑选点焊机、凸焊机、缝焊机、以及机器人焊钳时,需重点关注 4 个材料的特征:
①材料的导电性与导热性:像铜、铝这类电阻小、导热快的金属,热量易流失,需要大功率焊机才能保证熔深;而碳钢电阻较大,对设备功率的要求相对较低。如果你的产线涉及铝合金焊接,就不能选普通小功率焊机,否则会 “焊不牢” 。
②材料的高温强度:热成型钢、高强钢这类高温(0.5-0.7Tm)下屈服强度高的材料,点焊时易出现飞溅、缩孔等缺陷,需选配备 “大电极压力 + 断电后锻压” 的设备。比如亨龙的中压储能焊机,就能通过瞬时高压力抑制飞溅,适配 1800MPa 级热成型钢的焊接需求。
③材料的塑性温度范围:铝合金的塑性温度范围窄,对焊接参数波动极敏感,必须选能精细控制电流、时间的焊机,同时要求电极随动性好(避免焊接位置偏移);而碳钢的塑性温度范围宽,参数容错率相对较高。
④材料的热循环敏感性:像高强钢这类金属易产生冷裂纹,易熔杂质多的金属易出现热裂纹,这类材料需要设备支持 “分段电流调控” 等工艺,如亨龙焊机的 “多段电流递增” 功能,就能通过调整热输入避免缺陷。
维度 2:聚焦主要配置,避开 “参数虚标” 陷阱
电阻焊设备的主要配置直接决定焊接稳定性,这 3 个部件必须重点核查:
①电源系统:优先选中频直流电源或电容储能电源。因为中频电源的电流控制精度可达 ±2%,适合批量生产的一致性需求;而电容储能电源(如亨龙中压储能焊机)的瞬时电流响应快,能避免高强钢焊接的热变形。要避开传统交流电源,其电网波动影响大,易出现质量偏差。
②电极系统:电极材质(铬锆铜比较好)、冷却设计(内置循环水冷却)是关键。因为好的电极能连续焊接数千点不失效,而劣质电极可能焊几十点就变形。同时要确认电极是否支持快速更换,减少产线停机时间。
③控制系统:推荐选具有 “参数可视化 + 异常报警” 的系统,比如能实时显示电流、电压曲线的设备,能提前预警虚焊风险;支持 U 盘升级程序的设备,后期工艺调整更灵活,不用过于依赖厂商上门调试。
维度 3:算清长期成本,别只看 “采购价”
很多企业容易陷入 “贪便宜买低价设备” 的误区,但焊机的成本是 “全生命周期” 的,确实不是只只看购买的初始价格,因此采购时需重点关注 3 点:
①易损件的寿命:电容、电极等易损件的更换成本占比高 —— 比如亨龙中压储能焊机的定制电容,ESR/ESL 更低,寿命超 8000 小时,比普通电容节省 30% 的更换费用;而劣质设备的电容可能用 1000 小时就衰减严重。
②能耗与耗材:电容储能焊机的电能转化效率达 85%,比传统焊机节能 50%;同时无需焊丝、保护气等耗材,年节省支出可达 15-20 万元。
③售后支持服务:要选有本地化服务团队的品牌,比如亨龙在全球有多个服务站点,24 小时响应故障,能避免设备停机一周无人维修的尴尬;而小厂商可能连备件都无法及时供应。
维度 4:验证场景适配性,试焊比 “听介绍” 更靠谱
***一步,必须让设备 “适配你的实际生产场景”:
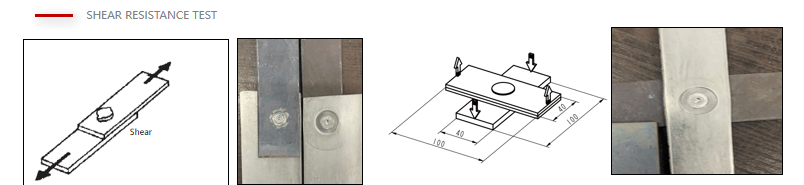
①打样试焊测试:拿自己的工件(比如汽车 ABC 柱螺母、低压电气触头)在工厂现场焊接,检测焊核强度、螺纹完好率等指标,避免 “通用场景没问题,自己的工件焊不好” 的情况。
②参考行业头部案例:如果是汽车行业,优先选服务过卡斯马、凌云等头部企业的设备;如果是家电行业,参考惠而浦、美的的供应商清单;而亨龙作为许多头部车企与家电企业的全球供应商之一,这类设备经过大厂验证,适配性更有保障。